ISO 6372 adalah Standar Internasional mengenai nickel and nickel alloys atau nikel dan paduan nikel, khususnya tentang istilah dan definisi.
Standar versi terbaru yang masih berlaku adalah terbitan tahun 2017 dengan judul berikut :
- ISO 6372:2017 Nickel and nickel alloys — Terms and definitions
Standar ISO 6372:2017
ISO 6372:2017 mendefinisikan istilah di bidang nikel dan paduan nikel yang berkaitan dengan
- bahan,
- produk kilang (yaitu bentuk kilang dan produk antara dari metalurgi), dan
- produk tempa dan coran.
Penerbitan Standar ISO 6372:2017
Standar ini diterbitkan dan dipublikasikan pada Mei 2017, berupa dokumen edisi 1 dengan jumlah halaman sebanyak 13 lembar.
Disusun oleh :
- Technical Committee ISO/TC 155 Nickel and nickel alloys, atau : Komite Teknis ISO/TC 155 Nikel dan paduan nikel.
ICS :
- 01.040.77 Metallurgy (Vocabularies), atau : 01.040.77 Metalurgi (Kosakata)
- 77.120.40 Nickel, chromium and their alloys, atau : 77.120.40 Nikel, kromium dan paduannya
Dengan terbitnya standar ini, maka standar sebelumnya dinyatakan tidak berlaku dan ditarik yakni :
- ISO 6372-1: 1989
- ISO 6372-2: 1989
- ISO 6372-3: 1989
Sebagaimana standar ISO lainnya, ISO 6372:2017 ini juga ditinjau setiap 5 tahun dan peninjauan sudah mencapai tahap 90.20 (dalam peninjauan).
Isi Standar ISO 6372:2017
Berikut adalah kutipan isi Standar ISO 6372:2017 yang diambil dari Online Browsing Platform (OBP) dari situs resmi iso.org.
Yang ditambah dengan berbagai keterangan dan informasi untuk mempermudah pemahaman pembaca.
Hanya bagian standar yang informatif yang tersedia untuk umum, OBP hanya menampilkan hingga klausa 3 saja.
Oleh karena itu, untuk melihat konten lengkap dari standar ini, maka pembaca harus membeli standar dari ISO ini secara resmi.
Daftar Isi Standar ISO 6372:2017
- Foreword
- 1 Scope
- 2 Normative references
- 3 Terms and definitions
- 3.1 General
- 3.2 Refinery products
- 3.3 Wrought products and castings
- Annex A Explanatory notes concerning the definitions of wrought products
- A.1 Classification principles
- A.2 Dividing lines
Kata pengantar
Sebagaimana tercantum dalam “Klausa 0 Foreword”, bahwa :
ISO (Organisasi Internasional untuk Standardisasi) adalah federasi badan standar nasional (badan anggota ISO) di seluruh dunia.
Pekerjaan mempersiapkan Standar Internasional biasanya dilakukan melalui komite teknis ISO.
Setiap badan anggota yang tertarik pada suatu topik yang untuknya komite teknis telah dibentuk berhak untuk diwakili dalam komite tersebut.
Organisasi internasional, pemerintah dan non-pemerintah, bekerja sama dengan ISO, juga ambil bagian dalam pekerjaan tersebut.
ISO bekerja sama erat dengan International Electrotechnical Commission (IEC) dalam semua masalah standardisasi elektroteknik.
Prosedur
Prosedur yang digunakan untuk mengembangkan dokumen ini dan yang dimaksudkan untuk pemeliharaan lebih lanjut dijelaskan dalam Arahan ISO/IEC, Bagian 1.
Secara khusus, kriteria persetujuan yang berbeda yang diperlukan untuk berbagai jenis dokumen ISO harus diperhatikan.
Dokumen ini disusun sesuai dengan aturan editorial Arahan ISO/IEC, Bagian 2 (lihat www.iso.org/directives).
Perhatian diberikan pada kemungkinan bahwa beberapa elemen dari dokumen ini dapat menjadi subyek hak paten.
ISO tidak bertanggung jawab untuk mengidentifikasi salah satu atau semua hak paten tersebut.
Rincian hak paten apa pun yang diidentifikasi selama pengembangan dokumen akan ada di Pendahuluan dan/atau pada daftar pernyataan paten ISO yang diterima (lihat www.iso.org/patents).
Setiap nama dagang yang digunakan dalam dokumen ini adalah informasi yang diberikan untuk kenyamanan pengguna dan bukan merupakan suatu dukungan.
Tersedia pula halaman www.iso.org/iso/foreword.html untuk :
- penjelasan tentang arti istilah dan ekspresi khusus ISO yang terkait dengan penilaian kesesuaian,
- informasi tentang kepatuhan ISO terhadap prinsip-prinsip WTO dalam Technical Barriers to Trade (TBT).
Dokumen ini disiapkan oleh :
- Technical Committee ISO/TC 155, Nickel and nickel alloys,
- atau : Komite Teknis ISO/TC 155, Nikel dan paduan nikel.
Edisi kedua ini membatalkan dan menggantikan edisi pertama (ISO 6372-1:1989, ISO 6372-2:1989, ISO 6372-3:1989), yang telah direvisi secara teknis untuk menggabungkan tiga bagian dan memperbarui definisi.
Mengenal ISO, IEC, WTO dan TBT Agreement
ISO (International Organization for Standardization) adalah suatu organisasi atau lembaga nirlaba internasional,
Tujuan dari ISO adalah untuk membuat dan memperkenalkan standar dan standardisasi internasional untuk berbagai tujuan.
Sebagaimana ISO, IEC juga merupakan suatu organisasi standardisasi internasional yang menyusun dan menerbitkan standar-standar internasional.
Namun ruang lingkupnya adalah untuk seluruh bidang elektrik, elektronik dan teknologi yang terkait atau bidang teknologi elektro (electrotechnology).
TBT Agreement (Technical Barriers to Trade) adalah perjanjian internasional mengenai hambatan teknis perdagangan di bawah kerangka Organisasi WTO (World Trade Organization).
WTO (World Trade Organization) adalah sebuah organisasi resmi internasional yang mengatur standar sistem perdagangan bebas di dunia.
Lebih jelas mengenai ISO, IEC, WTO dan TBT Agreement dapat dibaca pada artikel lain dari standarku.com berikut :
- Mengenal organisasi ISO, standardisasi internasional
- Standar IEC
- TBT Agreement, Standar Teknis Perdagangan
- Standar World Trade Organization
ISO 6372:2017 Klausa 1-3
1 Scope : Lingkup
Dokumen ini mendefinisikan istilah-istilah di bidang nikel dan paduan nikel yang berkaitan dengan:
- bahan,
- produk kilang (yaitu bentuk kilang dan produk antara dari metalurgi), dan
- produk tempa dan coran.
2 Normative references : Referensi normatif
Tidak ada referensi normatif dalam dokumen ini.
3 Terms and definitions : Istilah dan definisi
ISO dan IEC memelihara database terminologi untuk digunakan dalam standardisasi di alamat berikut:
- IEC Electropedia: tersedia di http://www.electropedia.org/
- Platform penjelajahan ISO Online: tersedia di http://www.iso.org/obp
3.1 General : Umum
Klausa 3.1.1 – 3.1.9
3.1.1 alloy
zat yang mempunyai sifat logam dan tersusun dari dua unsur atau lebih, sehingga digabungkan sehingga tidak dapat dipisahkan dengan cara fisika
3.1.2 alloying element : elemen paduan
unsur logam atau nonlogam yang ditambahkan atau ditahan oleh logam (basa atau matriks) dengan tujuan memberikan sifat tertentu pada logam tersebut
3.1.3 impurity : ketidakmurnian
unsur logam atau non-logam yang ada tetapi tidak dengan sengaja ditambahkan a ke logam
3.1.4 wrought alloy : paduan tempa
paduan (3.1.1) terutama ditujukan untuk produksi produk tempa (3.3.1.1) dengan deformasi plastis panas dan/atau dingin
3.1.5 casting alloy : paduan pengecoran
paduan (3.1.1) terutama ditujukan untuk produksi coran (3.3.3.1)
3.1.6 master alloy : paduan utama
paduan (3.1.1) dimaksudkan hanya untuk penambahan lelehan (3.3.3.3) untuk menyesuaikan komposisi atau untuk mengontrol pengotor
3.1.7 alloy for remelting : paduan untuk peleburan kembali
paduan (3.1.1) dimaksudkan untuk melebur kembali dengan atau tanpa sedikit tambahan elemen paduan untuk menyesuaikan komposisi
3.1.8 heat-treatable alloy : paduan yang dapat diolah dengan panas
paduan (3.1.1) mampu diperkuat dengan perlakuan termal yang sesuai
3.1.9 non-heat-treatable alloy : paduan yang tidak dapat diolah dengan panas
paduan (3.1.1) diperkuat hanya dengan pengerjaan dingin yang tidak dapat diperkuat dengan perlakuan termal
Klausa 3.1.10 – 3.1.12
3.1.10 nickel : nikel
bahan dengan kandungan nikel plus kobalt minimum 99,0 % (berdasarkan massa), dan di mana kandungan massa elemen lainnya tidak melebihi batas yang ditentukan dalam Tabel 1
Tabel 1 — Elemen lainnya
| Element | Limiting content % (by mass) |
| Co | 1,5 |
| Fe | 0,5 |
| Oxygen | 0,4 |
| Other elements, each | 0,3 |
3.1.11 refined nickel
nikel (3.1.10) yang dihasilkan melalui proses pemurnian seperti elektrolitik, dekomposisi karbonil, reduksi atau pengendapan
3.1.12 nickel alloy : paduan nikel
bahan logam di mana nikel (3.1.10) adalah elemen utama dan
- — kandungan (berdasarkan massa) dari setidaknya satu elemen lain lebih besar dari batas yang ditentukan dalam Tabel 1, atau
- — kandungan total (berdasarkan massa) elemen selain nikel plus kobalt melebihi 1%
3.2 Refinery products : Produk penyulingan
3.2.1 Refinery shapes : Bentuk penyulingan
3.2.1.1 refinery shape : bentuk kilang
<umum> produk tidak ditempa yang diperoleh dengan pemurnian atau dengan proses pemurnian dan pengecoran
3.2.1.2 briquette : briket
produk kilang dalam bentuk apa pun yang dibentuk oleh pemadatan dan sintering bubuk
Contoh:
- Bantal berbentuk, bergelombang berbentuk, rondelle.
3.2.1.3 cathode : katoda
bentuk kilang (3.2.1.1) dibuat dengan deposisi elektrolitik
- Catatan 1 : Untuk memfasilitasi transportasi dan penggunaan lebih lanjut, katoda dapat dipotong paralelepiped (“kubus”), biasanya bernama “persegi”.
3.2.1.4 granule : butir
produk kilang yang terdiri dari partikel yang tidak berbentuk bola tetapi tidak terlalu tidak beraturan, umumnya berukuran 0,1 mm sampai 5 mm, biasanya dihasilkan dengan hidrometalurgi atau metalurgi uap, elektrolisis, atomisasi atau penghancuran
3.2.1.5 ball : bola
produk kilang berbentuk bulat, umumnya berdiameter 1 mm hingga 20 mm, biasanya diproduksi dengan metalurgi uap
3.2.1.6 powder : bubuk
produk kilang yang terdiri dari partikel berukuran kurang dari 0,1 mm, biasanya dihasilkan oleh hidro-metalurgi, metalurgi uap, elektrolisis, atomisasi atau penghancuran
3.2.1.7 shot
produk kilang, biasanya berbentuk tidak beraturan, terdiri dari partikel yang umumnya berukuran 2 mm hingga 50 mm, biasanya dihasilkan dengan cara ditembak, diatomisasi, atau dihancurkan
3.2.2 Intermediate products of nickel metallurgy : Produk antara dari metalurgi nikel
3.2.2.1 intermediate product of nickel metallurgy : produk antara metalurgi nikel
<umum> produk yang sebagian dimurnikan yang memerlukan pemurnian lebih lanjut
3.2.2.2 nickel matte : nikel matte
produk antara metalurgi nikel (3.2.2.1) yang terdiri dari campuran nikel (3.1.10) dan nikel-sulfida yang diperoleh dari pengolahan bijih nikel, konsentrat nikel, atau bahan lain yang mengandung nikel, biasanya dalam bentuk cast block, pecahan pecah , butiran (3.2.1.4) atau bubuk (3.2.1.6)
3.2.2.3 nickel oxide : nikel oksida
produk antara metalurgi nikel (3.2.2.1) yang sebagian besar terdiri dari oksida nikel yang diperoleh dengan pengolahan bijih nikel atau matte nikel (3.2.2.2), biasanya dalam bentuk bubuk (3.2.1.6)
3.2.2.4 nickel oxide sinter : sinter nikel oksida
produk antara metalurgi nikel (3.2.2.1) terdiri dari nikel (3.1.10) dan nikel oksida (3.2.2.4) yang diperoleh dengan pengolahan nikel matte (3.2.2.2), biasanya dalam bentuk bubuk (3.2.1.6) , butiran (3.2.1.4), rondel atau pecahan berukuran hingga 50 mm
3.3 Wrought products and castings : Produk dan coran tempa
3.3.1 Wrought products : Produk tempa
Klausa 3.3.1.1 – 3.3.1.3
3.3.1.1 wrought product : produk tempa
Produk <umum> yang diperoleh melalui proses deformasi plastis panas dan/atau dingin seperti ekstrusi, penempaan (3.3.1.11), pengerolan panas, pengerolan dingin atau penarikan, baik secara eksklusif maupun kombinasi
- Contoh: Batang, batang, kawat, tabung, profil, lembaran, strip, penempaan.
- Catatan 1 : Untuk prinsip klasifikasi produk tempa, lihat Lampiran A.
3.3.1.2 rod/bar
produk tempa padat (3.3.1.1) dari penampang seragam sepanjang keseluruhannya, disuplai dalam panjang lurus
Catatan :
- 1 : Penampang berbentuk lingkaran, oval, bujur sangkar, persegi panjang, persegi panjang yang dimodifikasi atau poligon biasa (lihat Gambar 1). Produk dengan penampang persegi, persegi panjang, segitiga atau poligonal mungkin memiliki sudut yang dibulatkan sepanjang keseluruhannya.
- 2 : Untuk batang persegi panjang ketebalannya melebihi sepersepuluh lebarnya. Istilah “batang persegi panjang” termasuk “lingkaran pipih” dan “persegi panjang yang dimodifikasi”, di mana dua sisi yang berlawanan adalah busur cembung, dua sisi lainnya lurus, sama panjang dan sejajar.
3.3.1.3 wire
produk tempa padat (3.3.1.1) dari penampang seragam sepanjang keseluruhannya, disuplai dalam bentuk melingkar
Catatan :
- 1 : Penampang berbentuk lingkaran, oval, bujur sangkar, persegi panjang, persegi panjang yang dimodifikasi atau poligon biasa (lihat Gambar 1).
Produk dengan penampang persegi, persegi panjang, segitiga, atau poligonal mungkin memiliki sudut yang dibulatkan sepanjang keseluruhannya.
- 2 : Untuk kabel persegi panjang, ketebalannya melebihi sepersepuluh lebarnya. Istilah “kawat persegi panjang” termasuk “lingkaran pipih” dan “persegi panjang yang dimodifikasi”, di mana dua sisi yang berlawanan adalah busur cembung, dua sisi lainnya lurus, sama panjang dan sejajar.
Klausa 3.3.1.4 – 3.3.1.6
3.3.1.4 tube : tabung
produk tempa berongga (3.3.1.1) dari penampang seragam dengan hanya satu rongga tertutup di sepanjang keseluruhannya, dan dengan ketebalan dinding yang seragam, disuplai dalam panjang lurus atau dalam bentuk melingkar
Catatan :
- 1 : Penampang berbentuk lingkaran, oval, bujur sangkar, persegi panjang, segitiga sama sisi atau poligon beraturan (lihat Gambar 2).
Produk berongga dengan penampang persegi, persegi panjang, segitiga sama sisi atau poligon beraturan, yang mungkin memiliki sudut membulat sepanjang keseluruhannya, juga harus dianggap sebagai tabung, asalkan penampang dalam dan luar konsentris dan memiliki ukuran yang sama.
bentuk dan orientasi.
- 2 : Tabung juga dapat dibentuk dengan menusuk dan dengan membentuk dan menggabungkan lembaran atau strip.
- 3 : Produk berpinggang, berulir, dibor, ulir tekan, diperluas dan produk berongga berbentuk kerucut dalam bentuk umum ini bila berasal dari tabung seperti yang didefinisikan di atas diklasifikasikan sebagai tabung.
Gambar 1 — Rod/bar and wire cross-sections : Penampang batang/batang dan kawat
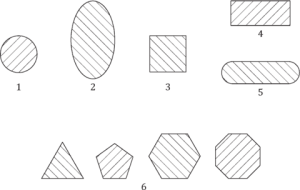
Keterangan :
- 1 lingkaran 4 persegi panjang
- 2 oval 5 persegi panjang yang dimodifikasi
- 3 persegi 6 poligon biasa
Gambar 2 — Tube cross-sections : Penampang tabung
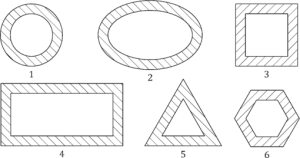
Keterangan :
- 1 lingkaran 4 persegi panjang
- 2 lonjong 5 segitiga sama sisi
- 3 persegi 6 poligon biasa
3.3.1.5 profile
produk tempa (3.3.1.1) dengan penampang seragam sepanjang keseluruhannya, dengan penampang selain batang/batang (3.3.1.2), kawat (3.3.1.3), tabung (3.3.1.4), lembaran (3.3 .1.7) atau strip (3.3.1.9), disuplai dalam panjang lurus atau dalam bentuk melingkar
3.3.1.6 plate
produk canai datar dari penampang persegi panjang dengan ketebalan seragam lebih besar dari 4 mm, disuplai dalam panjang lurus (yaitu datar)
Catatan :
- 1 : Ketebalan tidak melebihi sepersepuluh dari lebar.
- 2 : Produk bergelombang, timbul timbul, dilapisi, dikondisikan tepi dan berlubang dalam bentuk umum ini bila berasal dari pelat sebagaimana didefinisikan di atas diklasifikasikan sebagai pelat.
Klausa 3.3.1.7 – 3.3.1.14
3.3.1.7 sheet : lembaran
produk canai datar dari penampang persegi panjang dengan ketebalan seragam minimal 0,10 mm sampai dengan dan termasuk 4 mm, biasanya dengan tepi yang dicukur atau digergaji
Catatan :
- 1 : Ketebalan tidak melebihi sepersepuluh dari lebar.
- 2 : Produk bergelombang, timbul, dilapisi, dikondisikan tepi dan berlubang dalam bentuk umum ini bila berasal dari lembaran sebagaimana didefinisikan di atas diklasifikasikan sebagai lembaran.
3.3.1.8 flat sheet
lembaran (3.3.1.7) dengan dicukur, dibelah atau digergaji, yang telah diratakan atau diratakan
3.3.1.9 strip
produk canai datar dari penampang persegi panjang dengan ketebalan seragam minimal 0,10 mm, disuplai dalam gulungan biasanya dengan tepi celah
Catatan :
- 1 : Ketebalan tidak melebihi sepersepuluh dari lebar.
- 2 : Produk bergelombang, timbul, dilapisi, dikondisikan tepi dan berlubang dalam bentuk umum ini bila berasal dari strip sebagaimana didefinisikan di atas diklasifikasikan sebagai strip.
3.3.1.10 foil
produk canai datar penampang persegi panjang dengan ketebalan seragam kurang dari 0,10 mm
- Catatan 1 : Untuk tujuan khusus, foil juga dapat diproduksi dengan proses selain bekerja, misalnya dengan deposisi elektrolitik.
3.3.1.11 forging
produk tempa (3.3.1.1) dibentuk dengan cara dipalu atau ditekan, biasanya saat panas, antara cetakan terbuka (penempaan tangan) atau cetakan tertutup (penempaan drop atau die)
3.3.1.12 blank : kosong
sepotong logam dengan bentuk beraturan atau tidak beraturan yang diambil dari produk tempa datar (3.3.1.1) yang dimaksudkan untuk pemrosesan selanjutnya seperti pembengkokan, pengecapan, penarikan dalam atau pembentukan
3.3.1.13 circle : lingkaran
kosong melingkar (3.3.1.12)
3.3.1.14 slug
sepotong logam dengan ketebalan seragam dan bentuk teratur atau tidak beraturan yang diambil dari produk tempa (3.3.1.1), biasanya untuk ekstrusi tumbuk
Catatan :
- 1 : Slug disediakan dengan atau tanpa lubang tengah.
- 2 : Slug juga dapat diambil dari produk cor.
3.3.2 Intermediate products
3.3.2.1 billet
produk yang diperoleh dengan pengerjaan panas dari penampang bulat, persegi atau persegi panjang yang dimaksudkan untuk diproses lebih lanjut
- Catatan 1 : Sebuah billet juga dapat menjadi produk cor.
3.3.2.2 ingot
produk cor dimaksudkan dan cocok untuk dilebur kembali atau dibentuk dengan pengerjaan panas atau dingin
- Catatan 1 : Ingot kecil untuk dilebur kembali biasanya memiliki massa kurang dari 25 kg sering disebut ” pigs “.
3.3.2.3 slab
billet persegi panjang (3.3.2.1)
3.3.2.4 drawing stock
wire rod
produk tempa padat antara (3.3.1.1) dengan penampang seragam sepanjang seluruh panjangnya disuplai dalam gulungan
- Catatan 1 : Penampang melintang kira-kira bulat, segitiga atau poligon beraturan dengan dimensi penampang maksimum biasanya melebihi 5 mm (lihat Gambar 3).
Gambar 3 — Drawing stock cross-sections : Menggambar penampang stok
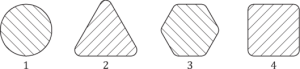
Keterangan :
- 1 putaran
- 2 segitiga
- 3 poligon beraturan
- 4 persegi
3.3.2.5 forging stock
produk tempa padat antara yang dikerjakan dengan panas (3.3.1.1)
- Contoh: Batang, batang, atau penampang eter apa pun, cocok untuk penempaan.
- Catatan 1 : Stok penempaan juga dapat berupa produk cor, misalnya billet.
3.3.3 Other : Lainnya
3.3.3.1 casting : pengecoran
produk <umum> pada atau mendekati bentuk jadi, dibentuk dengan pemadatan logam cair atau paduan (3.1.1) dalam cetakan dengan salah satu metode berikut:
- — sand casting : pengecoran pasir;
- — permanent mould casting (chill casting) : pengecoran cetakan permanen;
- — pressure die casting (die casting);
- — centrifugal casting : pengecoran sentrifugal;
- — continuous casting;
- — investment casting.
3.3.3.2 heat : panas
semua logam cair dituangkan dari satu tungku atau semua logam cair dari dua atau lebih tungku dituangkan ke dalam satu sendok atau tuang
3.3.3.3 melt : meleleh
muatan tungku tunggal dituangkan ke dalam cetakan
Penutup
Demikian artikel dari standarku.com mengenai Standar ISO 6372:2017.
Mohon saran dari pembaca untuk kelengkapan isi artikel ini, silahkan saran tersebut dapat disampaikan melalui kolom komentar.
Baca artikel lain :
- International Organization for Standardization
- Memahami apa itu Standar ISO
- Memahami Standard atau Standar
Sumber referensi :
- https://www.iso.org/obp/ui/#iso:std:iso:6372:ed-1:v1:en
- https://www.iso.org/standard/69352.html