Apa itu QC 7 Tools ? QC 7 Tools adalah 7 alat bantu yang digunakan di dalam metode Quality System atau pengendalian kualitas yang berkaitan dengan ilmu statistik.
Pengertian QC 7 Tools
Selain pengertian diatas, ada pula yang mengartikan metode ini sebagai :
Merupakan kombinasi dari berbagai metode di dalam Teknik pengambilan keputusan, langkah-langkah pengambilan keputusan ini dibagi menjadi 4 langkah berikut :
- pengumpulan data
- menemukan masalah
- analisa berdasarkan data
- pengambilan keputusan
Sinonim :
QC 7 Tools juga seringkali disebut sebagai 7 QC Tools, penyebutan istilah ini tergantung oleh komunitas atau institusi atau trainer yang akan menggunakannya.
Namun maksud dan tujuannya adalah sama, yaitu menjelaskan mengenai penggunaan dari tujuh alat bantu kualitas tersebut.
Fungsi QC 7 Tools
QC 7 Tools biasanya dipergunakan pada kegiatan yang berhubungan dengan pengendalian mutu dan berfungsi sebagai dasar untuk kegiatan perbaikan mutu.
Dengan mempelajari QC 7 Tools seperti ini kita akan bisa meningkatkan kemampuan menganalisa yang pada akhirnya akan bisa diterapkan di dalam lingkungan kerja.
Persiapan belajar QC 7 Tools
QC 7 Tools yang digunakan pada pengendalian mutu adalah cara yang tepat guna atau efektif untuk merumuskan data-data.
Sebelum mempelajari QC 7 Tools lebih lanjut, sebaiknya kita mempelajari dan memahami terlebih dahulu apa itu data?
Pengertian Data
Data adalah sekumpulan informasi yang bisa diolah.
Hasil dari pengambilan data yang sesuai ini bisa dijadikan sebagai dasar di dalam pengambilan keputusan berikutnya.
Tata Cara Pengambilan Data
Karena data memberikan informasi penting pada kondisi populasi, maka ada kemungkinan salah pengendalian, yang sebenarnya bisa dihubungkan karena kesalahan data.
Oleh karena itu, cara pengambilan data dengan benar adalah suatu hal yang penting sekali.
Berikut ada 4 hal yang perlu diperhatikan di dalam tata cara pengambilan data yaitu :
Tujuan Pengambilan Data
Hal yang harus dilakukan pertama kali adalah menentukan terlebih dahulu apa tujuan dari pengambilan data.
Apakah data yang diambil akan digunakan untuk :
- Memahami kondisi atau situasi? contoh : memeriksa dispersi ukuran obyek atau komponen, untuk menguji persentase komponen rusak atau cacat yang ada pada populasi.
- Melakukan analisa? dikumpulkan dengan mengamati hasil yang didapat sebelumnya dan melakukan pengujian lagi, misalnya menguji hubungan penyebab terjadinya cacat.
- Fungsi pengendalian? untuk menentukan apakah suatu proses terkendali atau tidak, analisa dapat menggunakan peta kendali seperti : control chart.
- Tujuan pemeriksaan? Sebagai data penerimaan atau penolakan untuk mengambil keputusan apakah akan menyetujui atau menolak suatu objek (seperti : komponen, produk, parameter proses) setelah dilakukan pemeriksaan, ada 2 metode yaitu : pemeriksaan total & dengan sampel
- Data Pengaturan? Sebagai dasar untuk mengambil tindakan, contoh nya pada standar suhu maksimal 120 derajat celcius.
- Dokumentasi?
Oleh karena itu, pilih satu atau beberapa metode diatas, yang sesuai dengan tema analisa data yang akan dilakukan.
Cara Pengambilan Data
Langkah selanjutnya adalah menentukan cara atau metode pengambilan datanya, dengan parameter berikut :
- Tentukan siapa yang akan melakukan pengambilan atau pengukuran data?
- Kapan akan dilakukan?
- Dimana tempat pengambilan data?
- Bagaimana cara pengambilan data?
- Teknik apa yang akan digunakan?
Langkah ini biasa disebut dengan 5W1H (lima W satu H), singkatan dari istilah “Why, Where, When, Who, What, How” yang berarti : Mengapa, Dimana Kapan, Siapa, Apa, Bagaimana.
Cara Pencatatan Data
Untuk mencatat data dapat dilakukan pada kondisi ketika sedang melakukan Pengukuran atau Pengambilan Data.
Yaitu mengenai bagaimana cara pengambilan sampel maupun bagaimana kondisi dari alat ukur yang digunakan.
Mengenal Tipe Data
Ada 2 tipe data yang harus dikenali yaitu :
1. Data Continuous
Jenis atau tipe Data continuous berupa nilai ukur, yaitu nilai yang berubah secara terus menerus. Contohnya seperti : panjang, berat, suhu, waktu, ketebalan.
Berikut adalah contoh penggunaan data continuous :
- Ketebalan jendela adalah 15 cm
- Suhu ruangan di didalam pabrik adalah 32OC
- Berat satu set televisi layar datar adalah 1 Kg
- Waktu yang dibutuhkan untuk memasak roti adalah 3 jam
2. Data Discrete
Jenis data discrete berupa nilai hitung, yaitu nilai yang berubah secara tidak terus menerus dan yang diperoleh dari perhitungan angka. Seperti jumlah dari :
- produk rusak, presentase kerusakan, contoh : kerusakan 10 dari 1000 (1%)
- kejadian kecelakaan, contoh : 10 kali
- goresan di permukaan lemari es, contoh : 7 goresan
- keluaran produksi hari ini, yang ternyata ditemukan NG sebanyak 1 pcs dari 100 pcs.
Jenis-jenis QC 7 Tools
QC 7 Tools terdiri dari 7 buah tool atau alat, yaitu :
- Check Sheet (Lembar Pemeriksaan)
- Cause & Effect Diagram (Diagram Sebab Akibat)
- Pareto Chart
- Histogram
- Graph (Grafik)
- Scatter Diagram (Diagram Penyebaran)
- Control Chart (Grafik Kendali)
Paragraf selanjutnya dari standarku.com berikut ini akan membahas lebih jauh mengenai jenis-jenis QC 7 Tools tersebut.
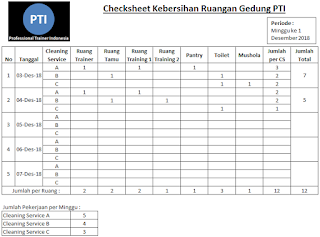
Check Sheet (Lembar Pemeriksaan)
Check Sheet biasanya berupa tabel dari MS Excel yang dibuat format baku atau asli nya sebelum digunakan untuk melakukan pemeriksaan atau pekerjaan.
Fungsinya adalah untuk mempermudah pencatatan, pengumpulan atau memperjelas pemeriksaan data-data.
Tabel tersebut dibuat berdasarkan pada suatu item penting yang dicari datanya.
Jenis-jenis Check Sheet :
Check Sheet untuk mencatat
Jenis ini biasanya berupa format tabel untuk diisi data-data dan berisi tanda atau lambang secara sederhana seperti check list. Contoh :
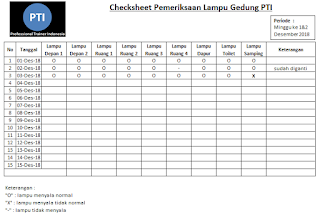
Check Sheet untuk pemeriksaan
Biasanya berisi format yang digunakan untuk menentukan pemeriksaan dan meyakinkan hasil pekerjaan sebelumnya.
Dilakukan dengan cara memeriksanya satu persatu berdasarkan format tersebut.
Fungsinya untuk mencegah terjadinya kesalahan kerja, dengan cara pemeriksaan ulang menggunakan tool cheksheet pemeriksaan. Contoh :
Fungsi penggunaan Check Sheet pemeriksaan pada produksi manufaktur adalah untuk melakukan pemeriksaan pada :
- Distribusi proses produksi
- Item cacat
- Lokasi cacat
- Penyebab cacat
- Konfirmasi pemeriksaan
Ketentuan mengenai Check Sheet
Ada beberapa ketentuan yang harus dipenuhi oleh suatu checksheet yaitu : FishBone Diagram.
- Check Sheet adalah lembaran pengumpulan data
- Data Sheet adalah Lembar penyajian data
- Suatu Check Sheet harus memuat distribusi waktu atau tempat dari sumber data
- Check Sheet harus menggambarkan aktivitas proses pengumpulan data
Cause & Effect Diagram
Disebut juga dengan istilah lain sebagai Diagram Sebab-Akibat atau Fishbone Diagram.
Cause & Effect Diagram adalah sebuah gambar yang memperlihatkan sekilas tentang hubungan antara suatu hasil (akibat) dengan banyak penyebab yang bisa mempengaruhi hasil tersebut (sebab).
Dengan kata lain, yaitu diagram yang memperlihatkan mengenai :
- Faktor-faktor yang berpengaruh
- Sebab-sebab dari suatu masalah
Diagram ini berbentuk mirip dengan gambar sebuah tulang ikan, sehingga disebut juga dengan nama “Diagram Tulang Ikan” atau Fish Bone Chart”.
Diagram ini ditemukan oleh ahli dari Jepang yang bernama Ishikawa, sehingga ada pula yang menamakannya sebagai “Ishikawa Diagram”.
Bentuk Diagram
Berikut adalah bentuk standar dari diagram tersebut :
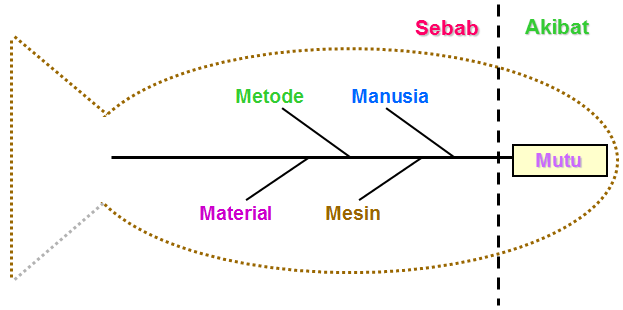
Berikut penjelasan mengenai Diagram Sebab Akibat diatas :
Akibat (Karakteristik, Hasil) :
- Lokasinya pada gambar adalah di bagian sebelah kanan dari Diagram atau Output, yaitu pada bagian kepala “Ikan”.
- Bagian “akibat” biasanya berupa hasil dari suatu pekerjaan, baik itu masalah terhadap hasil kerja ataupun karena ada suatu perubahan (inovasi atau improvement).
- Misalnya : rasio kerusakan produk, tingkat kepuasan pelanggan.
Sebab (Alasan, Faktor) :
Bagian “sebab” adalah berbagai penyebab yang kemungkinan berpengaruh terhadap hasil kerja.
Lokasinya pada gambar adalah di bagian sebelah kiri, penyebab umumnya dibagi ke dalam beberapa faktor, yaitu :
- Man : pengaruh yang berasal dari pekerja (manusia), misalnya : lupa, terlambat, mengantuk. Hal-hal tersebut dapat mempengaruhi turunnya tingkat output atau hasil yang akan diperoleh.
- Method : metode yang digunakan untuk melakukan pekerjaan tersebut, misalnya : metode baru yang digunakan mengakibatkan hasil yang berbeda.
- Material : bahan baku atau material apa saja yang digunakan yang kemungkinan bisa mempengaruhi akibat. Misalnya : material dari perusahaan A diganti dengan material dari perusahaan B menyebabkan peningkatan hasil yang signifikan atau menghasilkan kualitas yang jauh berbeda.
- Machine : mesin apa yang digunakan. Misalnya : mesin A menghasilkan gagal produk yang lebih banyak dibandingkan mesin B, ternyata setelah dilakukan analisa bahwa pada mesin A kurang dilakukan tindakan perawatan yang sesuai.
- Environment : penyebab dari luar yang secara langsung atau tidak langsung bisa mempengaruhi pekerjaan. Misalnya : kelembaban yang tinggi bisa mempengaruhi daya tahan suatu produk.
Tahapan Pembuatan Cause-Effect Diagram
Berikut adalah beberapa Tahapan Pembuatan Cause-Effect Diagram :
- Tentukan karakteristik atau hal khusus yang akan dibahas secara spesifik, misalnya : lot produk, mutu, keamanan produk.
- Isi karakter mutu di kotak sebelah kanan.
- Buat Cabang-cabang untuk kelompok faktor yang paling berpengaruh pada 4 karakteristik atau 4M : Man, Machine, Methode, Material.
- Buat cabang-cabang kecil dan tuliskan faktor penyebab yang lebih kecil.
- Periksalah apakah ada faktor yang tidak terbahas.
- Pilih faktor yang berpengaruh besar pada karakteristik mutu secara langsung kemudian berikan tanda khusus, contoh : pilih semua anggota berdasarkan pengalaman dan teknik, kemudian pilih kembali dengan bantuan diagram Pareto.
- Tulis semua keterangan yang diperlukan, seperti : judul, nama, bagian, tanggal.
Keuntungan Cause-Effect Diagram
Keuntungan menggunakan Cause-Effect Diagram :
- Jangkauan penerapan yang luas dan dapat digunakan oleh siapa saja serta kapan saja.
- Sebagai alat pengendalian untuk melakukan tindakan yang benar sesuai penyebabnya.
- Sebagai titik awal untuk melakukan peningkatan atau menyelesaikan masalah.
- Membuat Cause & Effect diagram sama saja dengan belajar.
Lebih jelas mengenai Fishbone Diagram dapat dibaca pada artikel lain dari standarku.com berikut :
Pareto Chart di QC 7 Tools
Pareto Chart adalah sebuah grafik dengan data isi yang dibagi dan disusun menurut bagiannya dan diurut sesuai dengan besarnya.
Grafik ini memperlihatkan di bagian manakah masalah berada dan seberapa besar tingkat pengaruhnya.
Dengan kata lain atau bisa diartikan dengan bahasa yang lebih sederhana lagi :
Pareto Chart adalah Diagram yang terdiri dari grafik balok dan grafik garis yang menggambarkan perbandingan masing-masing jenis data permasalahan dengan penyebabnya secara keseluruhan.
Fungsi dari Pareto Chart adalah :
- Menunjukkan masalah atau penyebab yang dominan dari suatu fakta
- Memberikan tampilan informasi secara grafis yang efektif dan mudah dipahami karena konsentrasi prioritas terlihat jelas.
- Menunjukkan tingkat perbaikan setelah dilakukan tindakan perbaikan pada daerah yang terbatas (sebelum dan sesudah perbaikan).
- Memudahkan penelitian hasil serta melihat pencapaiannya sebelum dan sesudah pelaksanaan penanggulangan.
Langkah Pembuatan Diagram Pareto
Berikut ini adalah langkah-langkah Pembuatan Diagram Pareto :
- Tentukan bagian (item) di dalam pengumpulan data
- Tentukan periode waktu lebih dahulu,lalu kumpulkan data
- Hitung nilai sesuai bagian (item) data: nilai, nilai akumulasi dan prosentasenya
- Gambar diagram dari jumlah data yang terbesar menuju jumlah data yang terkecil
- Menggambar grafik kurva yang menunjukkan akumulasi data
- Tarik garis vertikal yang melalui titik jumlah kumulatif 100 %
- Tuliskan prosentase kumulatif pada garis vertikal
- Tuliskan waktu,pembuat dan tujuan pengumpulan data
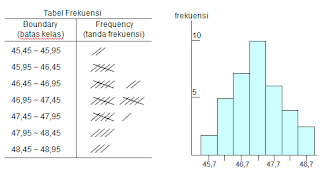
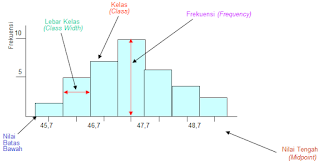
Histogram adalah Grafik berbentuk batang yang memperlihatkan data yang didapat dari suatu kondisi dan dibagi atas beberapa bagian, serta dibuat sesuai nilai data yang ada dalam bagiannya.
Histogram
Contoh bentuk dari grafik histogram :
Dalam suatu proses produksi, tujuannya adalah untuk selalu membuat produk yang bermutu baik atau yang sesuai dengan standar keinginan konsumen.
Namun aktualnya selalu terjadi penyimpangan di dalamnya, meskipun proses pembuatannya menggunakan peralatan, standar kerja dan bahan yang sama.
Didalam Histogram, karakteristik data yang berkualitas biasanya terpusat disekitar nilai tertentu.
Jika banyak nilai yang diperoleh yang berada jauh dari nilai tertentu tersebut maka artinya terjadi penyimpangan dari kualitas produk.
Dengan Histogram inilah kita dapat memperlihatkan suatu karakteristik secara efektif dari berbagai kumpulan data tersebut.
Berikut adalah gambar yang memperlihatkan penjelasan istilah dari grafik histogram :
Lalu bagaimana cara membuatnya? untuk membuat Histogram diperlukan suatu software statistic seperti : Minitab.
Detail penggunaan Minitab tersebut akan kami jelaskan pada postingan lain khusus membahas Minitab.
Jenis Histogram
Berikut adalah gambar jenis-jenis atau bentuk-bentuk Histogram.
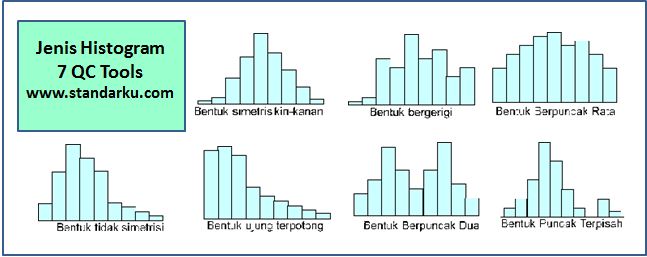
Penjelasan mengenai bentuk-bentuk diatas :
- Simetris kiri-kanan : merupakan bentuk umum pada saat proses stabil. Frekuensi terbanyak di sekitar titik tengah,makin jauh dari tengah semakin sedikit (simetris kiri-kanan).
- Bergerigi : frekuensi berkurang secara tidak beraturan (bentuk bergerigi), jika muncul bentuk ini maka hal yang perlu diperiksa adalah apakah ada bilangan bulat yang dikalikan satuan pengukuran ketika menentukan lebar kelas atau apakah petugas atau pemeriksa yang bermasalah dalam cara membaca skala alat ukur.
- Tidak simetris : Distribusi rata-rata miring ke kiri atau kekanan. Frekuensinya tinggi di satu sisi, rendah di sisi lain (tidak simetris kiri-kanan). Secara teoritis ataupun dengan nilai spesifikasi, tidak mungkin melewati batas bawah spesifikasi. Contoh : kemurnian suatu barang mendekati 0%, Jumlah kerusakan/cacat produk mendekati “0”.
- Ujung terpotong : Distribusi rata-rata sangat miring ke kiri atau ke kanan (tidak simetris kiri-kanan). Periksalah apakah semua produk berada di luar spesifikasinya atau ada kesalahan pengukuran atau pemeriksaan.
- Berpuncak Rata : Frekuensi yang termasuk dalam tiap kelas tidak banyak berubah atau berbeda. Bentuk ini muncul bila beberapa distribusi dengan spesifikasi yang berbeda tercampur.
- Berpuncak Dua : Frekuensi rendah berada di tengah, ada ketinggian di kiri dan kanan. Muncul bila dua jenis distribusi dengan spesifikasi yang berbeda tercampur; antara dua mesin, dua jenis material, dan lain-lain.
- Puncak Terpisah : Ada frekuensi yang terpisah di ujung akhir Histogram yang mana simetris kiri dan kanan. Muncul bila sedikit data tercampur ke dalam distribusi yang berbeda.
Graph (Grafik)
Grafik adalah tool yang tersedia di excel untuk menampilkan data dengan simbol gambar supaya lebih mudah dibaca.
Data disusun dan dibuat grafik agar perubahan dan besarannya mudah dilihat dan digolongkan sesuai dengan bagiannya.
Tujuan penggunaan Graph :
- Sebagai dasar pengambilan keputusan yang sesuai kenyataan sebenarnya.
- Memberi pengaruh visual, karena lebih mudah melihat dalam bentuk diagram daripada dalam bentuk angka.
- Mudah membandingkan diantara data-data.
- Lebih mudah untuk mengetahui atau memahami data seluruhnya.
- Bentuknya menimbulkan rasa ketertarikan.
- Mudah untuk dimengerti dan menarik kesimpulan dengan cara melihat.
- Mudah untuk membuatnya.
- Grafik digunakan di dunia internasional karena tidak terikat oleh Bahasa tertentu.
Klasifikasi Graph atau Grafik
Berikut adalah gambar mengenai jenis atau klasifikasi Graph sesuai dengan cara penyampaiannya :
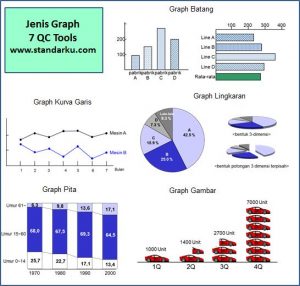
Penjelasan mengenai Klasifikasi Graph diatas adalah sebagai berikut :
- Batang : Graph yang membandingkan besarnya kuantitas dengan panjang batang yang disusun dengan lebar tertentu.
- Kurva garis : Graph yang membandingkan perubahan data yang bergerak terhadap waktu dengan kurva garis. Kelebihannya adalah mudah melihat perubahan sesuai dengan waktunya.
- lingkaran : Menggambarkan semuanya dengan lingkaran, dan memberi tanda daerah bagian potongan (Pie) sesuai jumlah yang diwakilkan oleh tiap bagian. Pada awalnya, membuat garis secara vertikal dari pusat lingkaran, kemudian disusun menurut arah jarum jam dimulai dari bagian yang paling besar. Tetapi, bila ada bagian “lain-lain”, harus ditempatkan paling akhir.
- pita : Graph yang dibuat untuk membantu membandingkan tiap bagian dengan menggunakan daerah empat persegi panjang yang dibagi sesuai dengan perbandingan besarnya.
- gambar : Graph yang mengungkapkan jumlah angka sesuai nilai gambarnya (panjangnya, jumlahnya, daerahnya), dengan menggunakan gambar yang serupa dengan barang sesungguhnya.
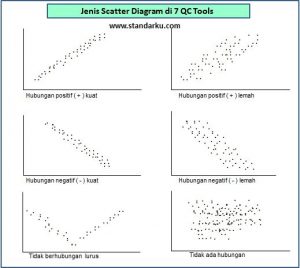
Scatter Diagram (Gambar Penyebar)
Scatter Diagram menunjukkan hubungan timbal-balik dari data-data yang memiliki dua sifat, yang ditunjukkan dengan penggambaran titik-titik terhadap sumbu X dan Y.
Tujuan penggunaan :
- Memeriksa apakah dua jenis data saling berhubungan
- Bila ada hubungannya, maka kita bisa memeriksa bagaimana mengatur faktor tertentu untuk memasukkan suatu nilai karakteristik ke dalam daerah spesifikasinya.
Dua jenis data yang saling berhubungan yaitu :
- Hubungan antara penyebab dengan akibatnya (sebab à hasil), contoh : kemurnian bahan dasar dan rasio kerusakan produk, keterangan lampu, efisiensi kerja, dan lain-lain.
- Hubungan antara suatu karakteristik dengan karakteristik lainnya (hasil à hasil), contoh : Daya rentang dan kekerasan bahan, besar rasio tuntutan (claim ratio) dan rasio hasil produk terhadap input (yield ratio).
- Hubungan antara dua penyebab terhadap suatu karakteristik (sebab à sebab), contoh : Reaksi suhu dan tekanan pada suatu karakteristik produk
Berikut cara Membuat Scatter Diagram :
- Mencatat data yang saling berhubungan pada sebuah kertas. Jika jumlah data sedikit, akan sulit untuk memahami hubungan keterkaitannya. Maka kumpulkan paling sedikit 30 data.
- Menggambar sumbu horizontal dan vertikal pada kertas grafik, berikan tanda skalanya. Jika karakteristik data ada hubungan antara penyebab dengan hasilnya, tulislah penyebab di sumbu horizontal dan hasilnya di sumbu vertikal.
- Memberi tanda data yang telah didapat dengan titik-titik pada grafik. Jika data berada pada koordinat yang sama, berilah tanda pada titik satu lingkaran atau dua lingkaran.
- Menulis keterangan penting yang diperlukan : Jumlah data, waktu penelitian, pembuat, nama proses dan lain-lain.
Cara membuat dan menggunakan Scatter Diagram :
- Walaupun ada hubungannya, masih ada kemungkinan terdapat faktor lain yang lebih mempunyai hubungan keterkaitan.
- Memeriksa apakah ada sesuatu yang tidak normal. Bila ada titik yang terpisah jauh, selidikilah penyebabnya. (biasanya, selain kesalahan pengukuran, dapat juga tercampur data pada kondisi yang berbeda). Tetapi bila penyebabnya tidak diketahui, maka titik tersebut juga harus dimasukkan.
- Perlu membuat data sesuai klasifikasinya. Walaupun tampaknya tidak saling berhubungan dari keseluruhan yang diperlihatkan, kemungkinan ada hubungannya sesuai klasifikasinya. Sebaliknya, walaupun tampaknya tidak saling berhubungan dari klasifikasi yang diperlihatkan, kemungkinan ada hubungannya dari keseluruhan yang diperlihatkan. Atau, dengan cara memberi tanda dengan titik yang berbeda bentuknya atau titik yang berbeda warnanya di dalam satu Scatter Diagram.
Berikut adalah gambar jenis-jenis Scatter Diagram :
Control Chart (Grafik Kendali) di QC 7 Tools
Control Chart menjelaskan tentang kondisi data proses untuk mendapatkan informasi yang diperlukan.
Grafik ini dibuat untuk mengendalikan proses secara tepat guna (efisien) sesuai dengan data-data yang ada.
Walaupun suatu organisasi telah menentukan tujuan mutu di dalam proses dan menstandardisasikan proses pembuatan, namun pasti masih dapat terjadi penyimpangan pada mutu produk jadi.
Penyimpangan tersebut dapat dibagi menjadi :
- Penyebab yang normal : penyebab yang terjadi pada proses pembuatan yang tidak dapat dihindari, oleh karena adanya perubahan alamiah atau sesuatu hal yang biasa terjadi.
- Penyebab yang tidak normal : penyebab yang tidak alamiah, atau penyebab yang dapat dihindari.
Struktur Control Chart
Berikut adalah gambar standar Struktur Control Chart yang umum diterapkan di perusahaan manufaktur :
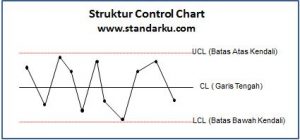
Cara membaca Control Chart :
- Garis batas kendali adalah standar logika dalam membagi penyimpangan, oleh karena penyebab secara normal atau penyebab yang tidak normal.
- Garis batas kendali ditempatkan di bawah dan di atas garis tengah.
- Batas atas kendali dinamakan Upper Control Limit (UCL), dan batas bawah kendali dinamakan Lower Control Limit (LCL).
- Batas kendali ditentukan sebagai 3 kali standar deviasi dari Garis Tengah (garis batas pengendalian ± 3σ).
- Kondisi terkendali adalah jika titiknya berada di dalam Batas Kendali, meskipun gerakan titik tidak menentu (perubahan secara normal).
- Kodisi tidak terkendali : jika titiknya keluar dari garis Batas Kendali (perubahan oleh penyebab yang tidak normal).
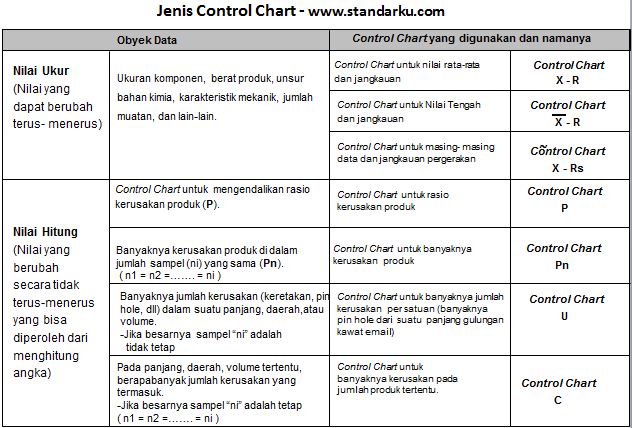
Jenis Control Chart
Berikut adalah pembagian Control Chart sesuai jenis data :
Pembuatan Control Chart
Sebagai contoh, berikut adalah membuat Control Chart jenis X – R :
- Mengumpulkan data, dengan catatan bahwa datanya ada 100 atau lebih jika memungkinkan.
- Menyusun data menurut waktu.(sesuai tanggalnya )
- Membagi data dalam beberapa kelompok, pada umumnya terdapat 5 ~ 6 sampel per kelompok atau grup, bisa diberi tanda seperti “k”.
- Menuliskan pada lembar data.
Pembagian Control Chart sesuai dengan penggunaannya yaitu :
Control Chart untuk menganalisa proses :
- Digunakan untuk menganalisa masalah yang menjadi penyebab terjadinya perubahan pada proses atau untuk mengetahui keadaannya.
- Membuat Control Chart disesuaikan terhadap bahan, mesin, proses pembuatan untuk memutuskan keadaan kestabilan proses.
- Tahap persiapan menggunakan Control Chart untuk mengendalikan proses.
Control Chart untuk mengendalikan proses :
- Dilakukan untuk menghindari penyebab yang tidak normal dengan menggunakan Control Chart untuk menganalisa proses dan untuk menentukan kembali arah tujuan distribusi mutu atau garis batas kendali yang akan dapat dicapai dalam proses ini.
- Digunakan ketika melakukan pengendalian.
Demikian artikel dari standarku.com mengenai QC Seven Tools atau QC 7 Tools.
Mohon saran dari pembaca untuk kelengkapan isi artikel ini, silahkan saran tersebut dapat disampaikan melalui kolom komentar.
Baca artikel lain :
- Metode Standar 7 New Quality Tools
- QCC – Quality Control Circle
- Pengertian dan pemahaman 5R atau 5S
- Standar Metode Toyota Production System
- Mengenal Perusahaan Manufaktur
- Metode Lean Manufacturing
- Mengenal Tokoh Standar Manufaktur Shigeo Shingo
Sumber referensi :
1 thought on “Mengenal QC 7 Tools”