ISO 3951-2 adalah Standar Internasional mengenai Prosedur pengambilan sampel untuk inspeksi menurut variabel, khususnya Bagian 2.
Yaitu spesifikasi umum untuk rencana pengambilan sampel tunggal yang diindeks oleh batas kualitas penerimaan (AQL) untuk inspeksi lot demi lot karakteristik kualitas independen.
Standar versi terbaru yang masih berlaku adalah terbitan tahun 2013 dengan judul berikut :
- ISO 3951-2:2013 Sampling procedures for inspection by variables — Part 2: General specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection of independent quality characteristics
Peninjauan dan konfirmasi dari standar ini terakhir kali dilakukan pada tahun 2018, oleh karena itu versi ini masih dinyatakan tetap berlaku hingga saat ini.
Standar ISO 3951-2:2013
ISO 3951-2:2013 menetapkan sistem pengambilan sampel penerimaan dari rencana pengambilan sampel tunggal untuk inspeksi berdasarkan variabel.
Ini diindeks dalam hal batas kualitas penerimaan (AQL) dan bersifat teknis,
ditujukan untuk pengguna yang sudah terbiasa dengan pengambilan sampel berdasarkan variabel atau yang memiliki persyaratan rumit.
(Perlakuan lebih pengantar diberikan dalam ISO 3951-1.)
Tujuan dari metode yang ditetapkan dalam ISO 3951-2:2013 adalah :
- untuk memastikan bahwa lot dengan kualitas yang dapat diterima memiliki kemungkinan penerimaan yang tinggi
- dan kemungkinan tidak menerima lot yang lebih rendah setinggi mungkin.
Hal ini dicapai melalui aturan switching, yang memberikan hal berikut:
- perlindungan otomatis kepada konsumen (dengan cara beralih ke pemeriksaan yang diperketat atau penghentian pemeriksaan pengambilan sampel) jika penurunan kualitas terdeteksi;
- insentif (atas kebijaksanaan otoritas yang bertanggung jawab) untuk mengurangi biaya inspeksi (dengan cara beralih ke ukuran sampel yang lebih kecil) harus dicapai kualitas yang baik secara konsisten.
Dalam ISO 3951-2:2013, penerimaan lot ditentukan secara implisit atau eksplisit dari perkiraan persentase item yang tidak sesuai dalam proses, berdasarkan sampel acak item dari lot.
ISO 3951-2:2013 ditujukan untuk penerapan pada serangkaian produk diskrit yang berkelanjutan yang semuanya dipasok oleh satu produsen menggunakan satu proses produksi.
Jika ada produsen atau proses produksi yang berbeda, ISO 3951-2:2013 diterapkan untuk masing-masing secara terpisah.
Penerbitan Standar ISO 3951-2:2013
Standar ini diterbitkan dan dipublikasikan pada September 2013, berupa dokumen edisi 2 dengan jumlah halaman sebanyak 86 lembar.
Versi standar yang dikoreksi dalam bahasa inggris (en) dan perancis (fr) diterbitkan pada Desember 2016.
Disusun oleh :
- Technical Committee ISO/TC 69/SC 5 Acceptance sampling, atau : Komite Teknis ISO/TC 69/SC 5 Sampling penerimaan.
ICS :
- 03.120.30 Application of statistical methods, atau : Penerapan metode statistik
Dengan terbitnya standar ini, maka standar sebelumnya dinyatakan tidak berlaku dan ditarik yakni ISO :
- ISO 3951-2:2006
- ISO 3951-2:2006/AMD 1:2009
Sebagaimana standar ISO lainnya, ISO 3951-2:2013 ini juga ditinjau setiap 5 tahun dan peninjauan sudah mencapai tahap 90,93 (dikonfirmasi).
Isi Standar ISO 3951-2:2013
Berikut adalah kutipan isi Standar ISO 3951-2:2013 yang diambil dari Online Browsing Platform (OBP) dari situs resmi iso.org.
Yang ditambah dengan berbagai keterangan dan informasi untuk mempermudah pemahaman pembaca.
Hanya bagian standar yang informatif yang tersedia untuk umum, OBP hanya menampilkan hingga klausa 3 saja.
Oleh karena itu, untuk melihat konten lengkap dari standar ini, maka pembaca harus membeli standar dari ISO ini secara resmi.
Daftar Isi Standar ISO 3951-2:2013
0-15
- Foreword
- Introduction
- 1 Scope
- 2 Normative references
- 3 Terms and definitions
- 4 Symbols
- 4.1 Univariate symbols
- 4.2 Multivariate symbols
- 5 Acceptance quality limit (AQL)
- 5.1 Concept
- 5.2 Use
- 5.3 Specifying AQLs
- 5.4 Preferred AQLs
- 5.5 Caution
- 5.6 Limitation
- 6 Switching rules for normal, tightened, and reduced inspection
- 7 Relation to ISO 2859-1 and ISO 3951-1
- 7.1 Relation to ISO 2859-1
- 7.2 Relation to ISO 3951-1
- 8 Consumer protection
- 8.1 Use of individual plans
- 8.2 Consumer’s risk quality (CRQ) tables
- 8.3 Producer’s risk tables
- 8.4 Operating characteristic (OC) curves
- 9 Accommodating measurement variability
- 10 Planning
- 11 Choice between variables and attributes
- 12 Choice between the s-method and σ-method
- 13 Choice of inspection level and AQL
- 14 Choice of sampling scheme
- 14.1 Standard plans
- 14.2 Special plans
- 15 Preliminary operations
16-26
- 16 Standard procedures for the univariate s-method
- 16.1 Obtaining a plan, sampling, and preliminary calculations
- 16.2 Form k acceptability criterion for the s-method
- 16.3 Form p* acceptability criterion for the s-method
- 17 Standard multivariate s-method procedures for independent quality characteristics
- 17.1 General methodology
- 17.2 Example
- 18 Standard univariate σ-method procedures
- 18.1 Obtaining a plan, sampling, and preliminary calculations
- 18.2 Acceptability criterion for a single specification limit or for double specification limits with separate control
- 18.3 Acceptability criterion for double specification limits with combined or complex control
- 19 Standard multivariate σ-method procedures for independent quality characteristics
- 19.1 General methodology
- 19.2 Example
- 20 Standard multivariate combined s-method and σ-method procedures for independent quality characteristics
- 20.1 General methodology
- 20.2 Example
- 21 Procedure during continuing inspection
- 22 Normality and outliers
- 22.1 Normality
- 22.2 Outliers
- 23 Records
- 23.1 Control charts
- 23.2 Lots that are not accepted
- 24 Operation of switching rules
- 25 Discontinuation and resumption of inspection
- 26 Switching between the s-method and σ-method
- 26.1 Estimating the process standard deviation
- 26.2 State of statistical control
- 26.3 Switching from the s-method to the σ-method
- 26.4 Switching from the σ-method to the s-method
Lampiran
- Annex A Table for determining the sample size code letter
- Annex B Form k single sampling plans: s-method
- Annex C Form k single sampling plans: σ-method
- Annex D Form p* single sampling plans: s-method
- Annex E Form p* single sampling plans: σ-method
- Annex F Values of fs for maximum sample standard deviation (MSSD)
- Annex G Values of fσ for maximum process standard deviation (MPSD)
- Annex H Estimating the process fraction nonconforming for sample size 3: s-method
- Annex I Values of cU for upper control limit on the sample standard deviation
- Annex J Supplementary acceptability constants for qualifying towards reduced inspection
- Annex K Procedures for obtaining s and σ
- K.1 Procedure for obtaining s
- K.2 Procedure for obtaining σ
- Annex L Estimating the process fraction nonconforming
- L.1 General
- L.2 Exact formulae
- L.3 Approximative procedure for the s-method with n ≥ 5
- L.4 Simplified exact formula for p ^ for the s-method with n = 3
- L.5 Simplified exact formula for p ^ for the s-method with n = 4
- Annex M Consumer’s risk qualities
- Annex M Consumer’s risk qualities
- Annex N Producer’s risks
- Annex O Operating characteristics for the σ-method
- O.1 Formula for probability of acceptance
- O.2 Example
- O.3 Comparison with tabulated value for the s-method
- Annex P Accommodating measurement variability
- P.1 General
- P.2 Process standard deviation, σ, and measurement standard deviation, σm, both known
- P.3 Process standard deviation, σ, unknown but measurement standard deviation σm known
- P.4 Process standard deviation σ and measurement standard deviation, σm, both unknown
- Bibliography
Foreword : Kata pengantar
ISO (Organisasi Internasional untuk Standardisasi) adalah federasi badan standar nasional (badan anggota ISO) di seluruh dunia.
Pekerjaan mereka untuk mempersiapkan Standar Internasional, biasanya dilakukan melalui komite teknis ISO.
Setiap badan anggota yang berkepentingan pada suatu topik di mana komite teknis telah dibentuk berhak untuk diwakili dalam komite tersebut.
Organisasi internasional, pemerintah dan non-pemerintah, bekerja sama dengan ISO, juga ambil bagian dalam pekerjaan itu.
ISO bekerja sama erat dengan International Electrotechnical Commission (IEC) dalam semua masalah standardisasi elektroteknik.
Prosedur yang digunakan untuk mengembangkan dokumen ini dan yang dimaksudkan untuk pemeliharaan lebih lanjut dijelaskan dalam Arahan ISO/IEC, Bagian 1.
Secara khusus, kriteria persetujuan yang berbeda yang diperlukan untuk berbagai jenis dokumen ISO harus diperhatikan.
Dokumen ini dirancang sesuai dengan aturan editorial Arahan ISO/IEC, Bagian 2. www.iso.org/directives
Perhatian diberikan pada kemungkinan bahwa beberapa elemen dari dokumen ini dapat menjadi subyek hak paten.
ISO tidak bertanggung jawab untuk mengidentifikasi salah satu atau semua hak paten tersebut.
Komite yang bertanggung jawab untuk dokumen ini adalah ISO/TC 69, Penerapan metode statistik, Subkomite SC 5, Pengambilan sampel penerimaan.
Tersedia pula halaman Foreword – Supplementary information untuk :
- penjelasan tentang arti istilah dan ekspresi khusus ISO yang terkait dengan penilaian kesesuaian,
- informasi tentang kepatuhan ISO terhadap prinsip-prinsip WTO dalam Technical Barriers to Trade (TBT).
Tujuan Revisi
Edisi kedua ini membatalkan dan menggantikan edisi pertama (ISO 3951-2:2006), yang merupakan revisi kecil dengan perubahan berikut:
- — prosedur telah diperkenalkan untuk mengakomodasi ketidakpastian pengukuran;
- — banyak dari rencana pengambilan sampel telah disesuaikan untuk meningkatkan kecocokan antara kurva karakteristik operasinya dan kurva karakteristik pengoperasian dari rencana yang sesuai untuk pengambilan sampel tunggal dengan atribut dalam ISO 2859-1.
ISO 3951 terdiri dari bagian-bagian berikut, dengan judul umum Sampling procedures for inspection by variables:
- — Part 1: Specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection for a single quality characteristic and a single AQL
- — Part 2: General specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection of independent quality characteristics
- — Part 3: Double sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection
- — Part 4: Procedures for assessment of declared quality levels
- — Part 5: Sequential sampling plans indexed by acceptance quality limit (AQL) for inspection by variables (known standard deviation)
Koreksi
Versi ISO 3951-2:2013 yang dikoreksi ini menyertakan koreksi berikut:
- — Ayat 1, huruf f), butir 2) dan 3): “x U” diganti dengan “x U”;
- — Klausul 4, rata-rata proses (baris ke-6): “rata-rata proses” telah diganti dengan “rata-rata proses yang tidak diketahui”;
- — Klausul 11, Catatan 1: referensi ke “ISO 16269-4” telah diganti dengan referensi ke “ISO 5479”;
- — Klausul 11, Catatan 2: referensi ke “Klausul 2 dari ISO 5725-2” telah diganti dengan referensi ke “ISO 2854”;
- — 16.3.2.5, di bawah “Informasi yang dibutuhkan”, baris terakhir: “(dari Tabel G.1 karena pemeriksaan normal)” telah diganti dengan “(dari Tabel D.1, dengan 2,5 % AQL)”, dan nilai “0,115 4” diganti dengan “0,064 66”;
- — 16.3.2.5, baris terakhir sebelum Catatan: “yang lebih kecil dari konstanta penerimaan . Oleh karena itu, lot diterima.” telah diganti dengan “yang lebih besar dari konstanta penerimaan . Oleh karena itu, lot tidak diterima.”;
- — 18.2, paragraf kedua: ” ” telah diganti dengan ” “;
- — 18.2, Contoh, paragraf kedua, baris keempat: “, terlihat bahwa untuk AQL 1,0 %,” telah diganti dengan “, terlihat bahwa untuk AQL 0,65%,”;
- — 18.3, Contoh: ukuran sampel telah dikoreksi menjadi “19” bukannya “20” (beberapa kejadian) dan nilai 488 untuk resistansi telah dihapus; di bawah “Informasi lebih lanjut diperlukan” dan “Informasi lebih lanjut alternatif yang diperlukan”, nilainya telah dikoreksi sebagaimana mestinya;
- — 20.2, paragraf di bawah Tabel 4: referensi ke “Tabel G.1” telah diganti dengan referensi ke “Tabel E.1”;
- — O.2: konstanta akseptabilitas k telah dikoreksi dari “1,962” menjadi “1,963” dan contoh telah dihitung ulang;
- — P.4, baris terakhir sebelum Gambar P.1: “As 12.990 > 12.975,” telah diganti dengan “As 12.980 > 12.975,”;
- — Daftar Pustaka: ISO 2854 dan ISO 5479 telah ditambahkan.
Mengenal ISO, IEC, WTO dan TBT Agreement
ISO (International Organization for Standardization) adalah suatu organisasi atau lembaga nirlaba internasional,
Tujuan dari ISO adalah untuk membuat dan memperkenalkan standar dan standardisasi internasional untuk berbagai tujuan.
Sebagaimana ISO, IEC juga merupakan suatu organisasi standardisasi internasional yang menyusun dan menerbitkan standar-standar internasional.
Namun ruang lingkupnya adalah untuk seluruh bidang elektrik, elektronik dan teknologi yang terkait atau bidang teknologi elektro (electrotechnology).
TBT Agreement (Technical Barriers to Trade) adalah perjanjian internasional mengenai hambatan teknis perdagangan di bawah kerangka Organisasi WTO (World Trade Organization).
WTO (World Trade Organization) adalah sebuah organisasi resmi internasional yang mengatur standar sistem perdagangan bebas di dunia.
Lebih jelas mengenai ISO, IEC, WTO dan TBT Agreement dapat dibaca pada artikel lain dari standarku.com berikut :
- Mengenal organisasi ISO, standardisasi internasional
- Standar IEC
- TBT Agreement, Standar Teknis Perdagangan
- Standar World Trade Organization
Introduction : Pengenalan Standar
Bagian dari ISO 3951 ini menetapkan sistem pengambilan sampel penerimaan dari rencana pengambilan sampel tunggal untuk inspeksi berdasarkan variabel.
Ini diindeks dalam hal batas kualitas penerimaan (AQL) dan bersifat teknis, ditujukan untuk pengguna yang sudah terbiasa dengan pengambilan sampel berdasarkan variabel atau yang memiliki persyaratan rumit.
(Perlakuan lebih pengantar diberikan dalam ISO 3951-1.)
Tujuan dari metode yang ditetapkan dalam bagian ISO 3951 ini adalah untuk memastikan bahwa lot dengan kualitas yang dapat diterima memiliki kemungkinan penerimaan yang tinggi dan kemungkinan tidak menerima lot yang lebih rendah setinggi mungkin.
Hal ini dicapai melalui aturan switching, yang memberikan hal berikut:
- a) perlindungan otomatis kepada konsumen (dengan cara beralih ke pemeriksaan yang diperketat atau penghentian pemeriksaan pengambilan sampel) jika penurunan kualitas terdeteksi;
- b) insentif (atas pertimbangan otoritas yang bertanggung jawab) untuk mengurangi biaya inspeksi (dengan cara beralih ke ukuran sampel yang lebih kecil) harus dicapai kualitas yang baik secara konsisten.
Di bagian ISO 3951 ini, penerimaan lot ditentukan secara implisit atau eksplisit dari perkiraan persentase item yang tidak sesuai dalam proses, berdasarkan sampel acak item dari lot.
Bagian dari ISO 3951 ini dimaksudkan untuk penerapan pada serangkaian produk diskrit yang berkelanjutan yang semuanya dipasok oleh satu produsen menggunakan satu proses produksi.
Jika ada produsen atau proses produksi yang berbeda, bagian ISO 3951 ini diterapkan untuk masing-masing secara terpisah.
Bagian ISO 3951 ini melengkapi ISO 2859-1.
Jika ditentukan oleh otoritas yang bertanggung jawab, baik bagian ISO 3951 dan ISO 2859-1 ini dapat dirujuk dalam spesifikasi produk, kontrak, instruksi inspeksi, atau dokumen lain, dan ketentuan yang ditetapkan di dalamnya mengatur.
Otoritas yang bertanggung jawab harus ditunjuk dalam salah satu dokumen di atas.
Perhatian
Prosedur dalam bagian ISO 3951 ini tidak cocok untuk diterapkan pada lot yang telah disaring sebelumnya untuk item yang tidak sesuai.
Inspeksi berdasarkan variabel untuk persen item yang tidak sesuai, seperti yang dijelaskan dalam bagian ISO 3951 ini, mencakup beberapa mode yang mungkin, kombinasinya mengarah ke presentasi yang mungkin tampak cukup rumit bagi pengguna:
- — simpangan baku yang tidak diketahui, atau awalnya tidak diketahui kemudian diperkirakan dengan presisi yang wajar, atau diketahui sejak awal pemeriksaan;
- — batas spesifikasi tunggal, atau batas spesifikasi ganda dengan kontrol gabungan, terpisah, atau kompleks;
- — kasus univariat atau multivariat;
- — tiga tingkat pemeriksaan, yaitu pemeriksaan normal, pemeriksaan yang diperketat, atau pemeriksaan yang dikurangi.
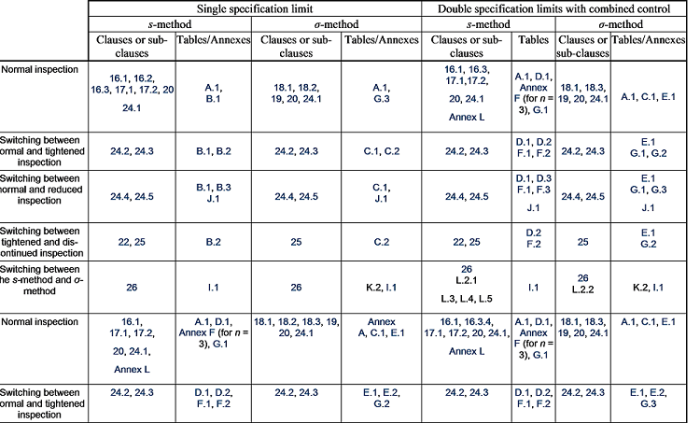
Tabel 1 dimaksudkan untuk memfasilitasi penggunaan bagian ISO 3951 ini dengan mengarahkan pengguna ke paragraf dan tabel mengenai situasi apa pun yang mungkin dihadapinya.
Serta hanya mengatur Pasal 15, 16, 17, 18, 19, 23, 24, dan 25; dalam setiap kasus, pertama-tama perlu membaca semua klausa sebelumnya.
ISi Tabel 1 — Summary table : Tabel ringkasan
16 lampiran disediakan.
Lampiran :
- A sampai J menyediakan tabel yang diperlukan untuk mendukung prosedur.
- K menunjukkan bagaimana deviasi standar sampel, s, dan nilai yang diketahui dari deviasi standar proses, , harus ditentukan.
- L menyediakan rumus untuk estimasi fraksi proses yang tidak sesuai, bersama dengan perkiraan yang sangat akurat untuk digunakan ketika deviasi standar proses tidak diketahui.
- M menyediakan formula untuk kualitas risiko konsumen,
- bersama dengan tabel yang menunjukkan tingkat kualitas ini untuk pemeriksaan normal, diperketat, dan dikurangi di bawah metode-s dan metode-.
- N memberikan informasi serupa untuk risiko produsen.
- O memberikan rumus umum untuk karakteristik operasi dari metode.
- P menyediakan prosedur untuk mengakomodasi ketidakpastian pengukuran.
ISO 3951-2:2013 Klausa 1-3
1 Scope : Lingkup
Bagian dari ISO 3951 ini terutama dirancang untuk digunakan dalam kondisi berikut:
a) di mana prosedur inspeksi akan diterapkan pada serangkaian lot berkelanjutan dari produk-produk terpisah yang semuanya dipasok oleh satu produsen dengan menggunakan satu proses produksi. Jika ada produsen atau proses produksi yang berbeda, bagian ISO 3951 ini harus diterapkan untuk masing-masing secara terpisah;
b) di mana karakteristik kualitas item produk dapat diukur dalam skala berkelanjutan;
c) di mana kesalahan pengukuran dapat diabaikan (yaitu dengan standar deviasi tidak lebih dari 10% dari standar deviasi proses yang sesuai). Namun, prosedur juga disediakan dalam Klausul 9 dan Lampiran P untuk mengakomodasi kesalahan pengukuran ketika memiliki standar deviasi yang tidak dapat diabaikan;
d) di mana produksi stabil (di bawah kendali statistik) dan karakteristik kualitas terdistribusi, setidaknya mendekati perkiraan, menurut distribusi normal;
e) di mana, dalam hal karakteristik kualitas ganda, karakteristiknya independen, atau hampir independen, satu sama lain;
f) jika kontrak atau standar menetapkan batas spesifikasi bawah, L, batas spesifikasi atas, U, atau keduanya pada masing-masing karakteristik kualitas. Jika hanya ada satu karakteristik kualitas, suatu item dikualifikasikan sebagai sesuai jika karakteristik kualitas yang diukur x memenuhi salah satu dari ketidaksetaraan berikut:
- 1) x L (yaitu batas spesifikasi bawah tidak dilanggar);
- 2) x U (yaitu batas spesifikasi atas tidak dilanggar);
- 3) x L dan x U (yaitu baik batas spesifikasi bawah maupun atas tidak dilanggar).
Jika ada dua atau lebih, katakanlah m, karakteristik kualitas, maka, dengan menetapkan batas bawah dan atas untuk karakteristik kualitas ke-i oleh Li dan Ui masing-masing, suatu item produk dikualifikasikan sebagai tidak sesuai jika satu atau lebih dari m kualitasnya diukur karakteristik, xi, gagal memenuhi salah satu pertidaksamaan berikut:
- 4) xi Li;
- 5) xi Ui;
- 6) xi Li dan xi Ui.
Pertidaksamaan
Pertidaksamaan 1), 2), 4), dan 5) disebut kasus dengan batas spesifikasi tunggal sedangkan 3) dan 6) disebut kasus dengan batas spesifikasi ganda. Untuk batas spesifikasi ganda, perbedaan lebih lanjut dibuat antara kontrol gabungan, kontrol terpisah, dan kontrol kompleks. Jika hanya ada satu karakteristik kualitas, maka
- — kontrol gabungan adalah di mana AQL tunggal berlaku untuk ketidaksesuaian di luar kedua batas,
- — kontrol terpisah adalah di mana AQL terpisah berlaku untuk ketidaksesuaian di luar masing-masing batas, dan
- — kontrol kompleks adalah di mana satu AQL berlaku untuk ketidaksesuaian di luar batas yang lebih serius dan AQL yang lebih besar berlaku untuk ketidaksesuaian total di luar kedua batas.
Jika ada dua atau lebih karakteristik kualitas, ini digeneralisasi sebagai berikut:
- — kontrol gabungan adalah di mana ketidaksesuaian di luar kedua batas pada variabel milik kelas yang sama, di mana AQL tunggal berlaku;
- — kontrol terpisah adalah di mana ketidaksesuaian di luar dua batas pada variabel milik kelas yang terpisah, yang masing-masing menerapkan AQL tunggal;
- — kontrol kompleks adalah di mana ketidaksesuaian di luar batas yang lebih serius termasuk dalam satu kelas yang menerapkan AQL tunggal, dan ketidaksesuaian total di luar kedua batas milik kelas lain yang menerapkan AQL yang lebih besar.
Perhatikan bahwa, dalam kasus dua atau lebih karakteristik kualitas, ketidaksesuaian pada lebih dari satu karakteristik kualitas mungkin termasuk dalam kelas yang sama.
2 Normative references : Referensi normatif
Dokumen-dokumen berikut, seluruhnya atau sebagian, secara normatif dirujuk dalam dokumen ini dan sangat diperlukan untuk penerapannya.
Untuk referensi bertanggal, hanya edisi yang dikutip yang berlaku.
Untuk acuan yang tidak bertanggal, berlaku edisi terakhir dari dokumen acuan (termasuk setiap amandemennya).
- ISO 2859-1, Sampling procedures for inspection by attributes — Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection
- ISO 3534-1, Statistics — Vocabulary and symbols — Part 1: General statistical terms and terms used in probability
- ISO 3534-2, Statistics — Vocabulary and symbols — Part 2: Applied statistics
- ISO 3951-1:2005, Sampling procedures for inspection by variables — Part 1: Specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection for a single quality characteristic and a single AQL
Mengenai berbagai Standar Internasional diatas dapat dibaca pada artikel lain dari standarku.com berikut :
3 Terms and definitions : Istilah dan definisi
Untuk keperluan dokumen ini, istilah dan definisi yang diberikan dalam ISO 2859-1, ISO 3534-1, dan ISO 3534-2 dan berikut ini berlaku.
Klausa 3.1 – 3.9
3.1 inspection by variables : inspeksi berdasarkan variabel
inspeksi dengan mengukur besarnya karakteristik suatu barang [SUMBER: ISO 3534 2]
3.2 sampling inspection : pemeriksaan sampel
inspeksi item yang dipilih dalam grup yang sedang dipertimbangkan [SUMBER: ISO 3534 2]
3.3 acceptance sampling inspection : inspeksi pengambilan sampel penerimaan
pengambilan sampel penerimaan
inspeksi pengambilan sampel (3.2) untuk menentukan apakah akan menerima produk, bahan, atau jasa dalam jumlah banyak atau tidak
[SUMBER: ISO 3534 2]
3.4 acceptance sampling inspection by variables : inspeksi penerimaan sampel berdasarkan variabel
pemeriksaan sampling penerimaan (3.3) di mana penerimaan proses ditentukan secara statistik dari pengukuran pada karakteristik kualitas tertentu dari setiap item dalam sampel dari banyak
3.5 process fraction nonconforming : fraksi proses tidak sesuai
tingkat di mana item yang tidak sesuai dihasilkan oleh suatu proses
- Catatan 1 : Dinyatakan sebagai proporsi.
3.6 acceptance quality limit (AQL) : batas kualitas penerimaan
fraksi proses yang paling buruk yang dapat ditoleransi tidak sesuai (3.5) ketika serangkaian lot yang berlanjut diajukan untuk pengambilan sampel penerimaan (3.3)
- Catatan 1: Lihat Klausul 5.
3.7 quality level : level kualitas
kualitas yang dinyatakan sebagai tingkat kemunculan item yang tidak sesuai
3.8 consumer’s risk quality (CRQ) : kualitas risiko konsumen
tingkat kualitas (3.7) dari suatu proses yang, dalam rencana pengambilan sampel penerimaan, sesuai dengan risiko konsumen tertentu
- Catatan 1: Di bagian ISO 3951 ini, tingkat kualitas (3,7) adalah fraksi proses yang tidak sesuai.
- Catatan 2: Di bagian ISO 3951 ini, kualitas risiko konsumen sesuai dengan risiko konsumen sebesar 10%.
3.9 producer’s risk (PR) : resiko produsen
probabilitas non-penerimaan ketika tingkat kualitas memiliki nilai yang dinyatakan oleh rencana sebagai dapat diterima
- Catatan 1: Tingkat kualitas berkaitan dengan fraksi proses yang tidak sesuai (3.5) dan dapat diterima berkaitan dengan batas kualitas penerimaan (3.6).
Klausa 3.10 – 3.16
3.10 nonconformity : ketidaksesuaian
tidak terpenuhinya suatu persyaratan
Catatan 1 : Ketidaksesuaian umumnya akan diklasifikasikan berdasarkan tingkat keseriusannya seperti berikut ini:
- Kelas A. Jenis ketidaksesuaian yang dianggap sebagai perhatian tertinggi untuk produk atau layanan. Jenis ketidaksesuaian seperti itu biasanya akan diberi nilai AQL yang sangat kecil;
- Kelas B. Ketidaksesuaian dari jenis yang dianggap memiliki tingkat kekhawatiran yang lebih rendah berikutnya; ini biasanya diberi nilai AQL yang lebih besar daripada nilai di kelas A dan lebih kecil dari nilai di kelas C jika ada kelas ketiga dan seterusnya.
Jumlah kelas dan tugas ke dalam kelas harus sesuai dengan persyaratan kualitas situasi tertentu.
3.11 nonconforming unit : unit yang tidak sesuai
unit dengan satu atau lebih ketidaksesuaian [SUMBER: ISO 3534 2]
3.12 s-method acceptance sampling plan : rencana pengambilan sampel penerimaan metode-s
pengambilan sampel penerimaan (3.3) rencana dengan variabel menggunakan standar deviasi sampel [SUMBER: ISO 3534 2]
- Catatan 1: Lihat Klausul 15.
3.13 σ-method acceptance sampling plan : rencana pengambilan sampel penerimaan metode
pengambilan sampel penerimaan (3.3) rencana berdasarkan variabel menggunakan nilai yang diperkirakan dari standar deviasi proses
[SUMBER: ISO 3534 2]
- Catatan 1: Lihat Klausul 16.
3.14 specification limit : batas spesifikasi
batas kesesuaian yang ditentukan untuk suatu karakteristik [SUMBER: ISO 3534 2]
3.15 lower specification limit (L) : batas spesifikasi yang lebih rendah
batas spesifikasi (3.14) yang mendefinisikan batas kesesuaian yang lebih rendah [SUMBER: ISO 3534 2]
3.16 upper specification limit (U) : batas spesifikasi atas
batas spesifikasi (3.14) yang mendefinisikan batas kesesuaian atas [SUMBER: ISO 3534 2]
Klausa 3.17 – 3.21
3.17 combined control : kontrol gabungan
persyaratan ketika ketidaksesuaian di luar batas spesifikasi bawah (3.15) dan batas spesifikasi atas (3.16)
dari karakteristik kualitas termasuk dalam kelas yang sama, di mana AQL tunggal (3.6) berlaku
Catatan 1: Lihat 5.3, 16.3.2, 18.3.
Catatan 2: Penggunaan persyaratan batas kualitas penerimaan gabungan (3.6) menyiratkan bahwa ketidaksesuaian di luar batas spesifikasi (3.14) diyakini sama,
atau setidaknya kira-kira sama, pentingnya dengan kurangnya integritas produk.
3.18 separate control : kontrol terpisah
persyaratan ketika ketidaksesuaian di luar batas spesifikasi bawah (3,15) dan batas spesifikasi atas (3,16) dari karakteristik kualitas milik kelas yang berbeda,
di mana batas kualitas penerimaan terpisah (3,6) diterapkan
- Catatan 1: Lihat 5.3, 16.3.3, 17.2.
3.19 complex control : kontrol yang kompleks
persyaratan ketika ketidaksesuaian di luar batas spesifikasi bawah (3,15) dan batas spesifikasi atas (3,16) dari karakteristik kualitas
termasuk dalam satu kelas dan ketidaksesuaian di luar batas spesifikasi atas (3,16) atau batas spesifikasi bawah (3,15)
termasuk dalam kelas yang berbeda, dengan batas kualitas penerimaan terpisah (3.6) diterapkan pada dua kelas
- Catatan 1: Lihat 5.3, 16.3.4, 18.3.
3.20 acceptability constant : konstanta penerimaan
k, p*
konstan tergantung pada nilai tertentu dari batas kualitas penerimaan (3.6) dan ukuran sampel,
yang digunakan dalam kriteria untuk menerima lot dalam rencana pengambilan sampel penerimaan (3.3) berdasarkan variabel
[SUMBER: ISO 3534 2]
- Catatan 1: Lihat 16.2 dan 16.3.
3.21 quality statistic (Q) : statistik kualitas
fungsi batas spesifikasi (3.14), rata-rata sampel, dan standar deviasi sampel atau proses yang digunakan dalam menilai keberterimaan suatu lot
[SUMBER: ISO 3534 2]
- Catatan 1: Untuk kasus batas spesifikasi tunggal (3.14), lot dapat dihukum pada hasil perbandingan Q dengan konstanta akseptabilitas (3.20k).
- Catatan 2: Lihat 16.2 dan 16.3.
Klausa 3.22 – 3.25
3.22 lower quality statistic : statistik kualitas batas bawah
QL
fungsi dari batas spesifikasi bawah (3.15), rata-rata sampel, dan standar deviasi sampel atau proses
- Catatan 1: Untuk batas spesifikasi tunggal yang lebih rendah (3.15), lot dihukum pada hasil membandingkan QL dengan konstanta akseptabilitas (3.20) k.
- Catatan 2: [SUMBER: ISO 3534-2].
- Catatan 3: Lihat Klausul 4, 16.2 dan 16.3.
3.23 upper quality statistic : statistik kualitas batas atas
QU
fungsi batas spesifikasi atas (3.16), rata-rata sampel, dan standar deviasi sampel atau proses
- Catatan 1: Untuk batas spesifikasi atas tunggal (3.16), lot dihukum pada hasil membandingkan QU dengan konstanta akseptabilitas (3.20)k.
- Catatan 2: [SUMBER: ISO 3534-2].
- Catatan 3: Lihat Klausul 4, 16.2, dan 18.3.
3.24 maximum sample standard deviation (MSSD) : simpangan baku sampel maksimum
smax
simpangan baku sampel terbesar untuk huruf kode ukuran sampel tertentu dan batas kualitas penerimaan (3.6)
yang memungkinkan untuk memenuhi kriteria penerimaan untuk batas spesifikasi ganda (3.14)
dengan persyaratan batas kualitas penerimaan gabungan (3.6) dan variabilitas proses yang tidak diketahui [SUMBER: ISO 3534 2]
- Catatan 1: Lihat 16.3.2.1 dan Lampiran F.
3.25 maximum process standard deviation (MPSD) : deviasi standar proses maksimum
σmax
deviasi standar proses terbesar untuk huruf kode ukuran sampel tertentu dan batas kualitas penerimaan (3.6)
yang memungkinkan untuk memenuhi kriteria penerimaan untuk batas spesifikasi ganda (3.14)
dengan persyaratan batas kualitas penerimaan gabungan (3.6) di bawah inspeksi yang diperketat dengan diketahui variabilitas proses [SUMBER: ISO 3534 2]
- Catatan 1: Lihat 17.2, 17.3.
Klausa 3.26 – 3.27
3.26 switching rule : aturan peralihan
instruksi dalam skema sampling penerimaan (3.3) untuk mengubah dari satu rencana sampling penerimaan (3.3)
ke yang lain dengan tingkat keparahan yang lebih besar atau lebih kecil berdasarkan riwayat kualitas yang ditunjukkan [SUMBER: ISO 3534 2]
- Catatan 1: Lihat Klausul 23.
- Catatan 2: Pemeriksaan normal, diperketat, atau dikurangi atau penghentian pemeriksaan adalah contoh tingkat keparahan yang lebih besar atau lebih kecil.
3.27 measurement : pengukuran
himpunan operasi untuk menentukan nilai suatu besaran [SUMBER: ISO 3534 2]
Penutup
Demikian artikel dari standarku.com mengenai Standar ISO 3951-2:2013.
Mohon saran dari pembaca untuk kelengkapan isi artikel ini, silahkan saran tersebut dapat disampaikan melalui kolom komentar.
Baca artikel lain :
- ISO 3951-1 pengambilan sampel AQL tunggal
- ISO 28597 nonconforming items per million
- ISO 2859-2 limiting quality (LQ) sampel inspeksi
- ISO 2859-4 penilaian tingkat kualitas
- ISO 28592 pengambilan sampel ganda
- International Organization for Standardization
- Memahami apa itu Standar ISO
Sumber referensi :